Vacuum Casting

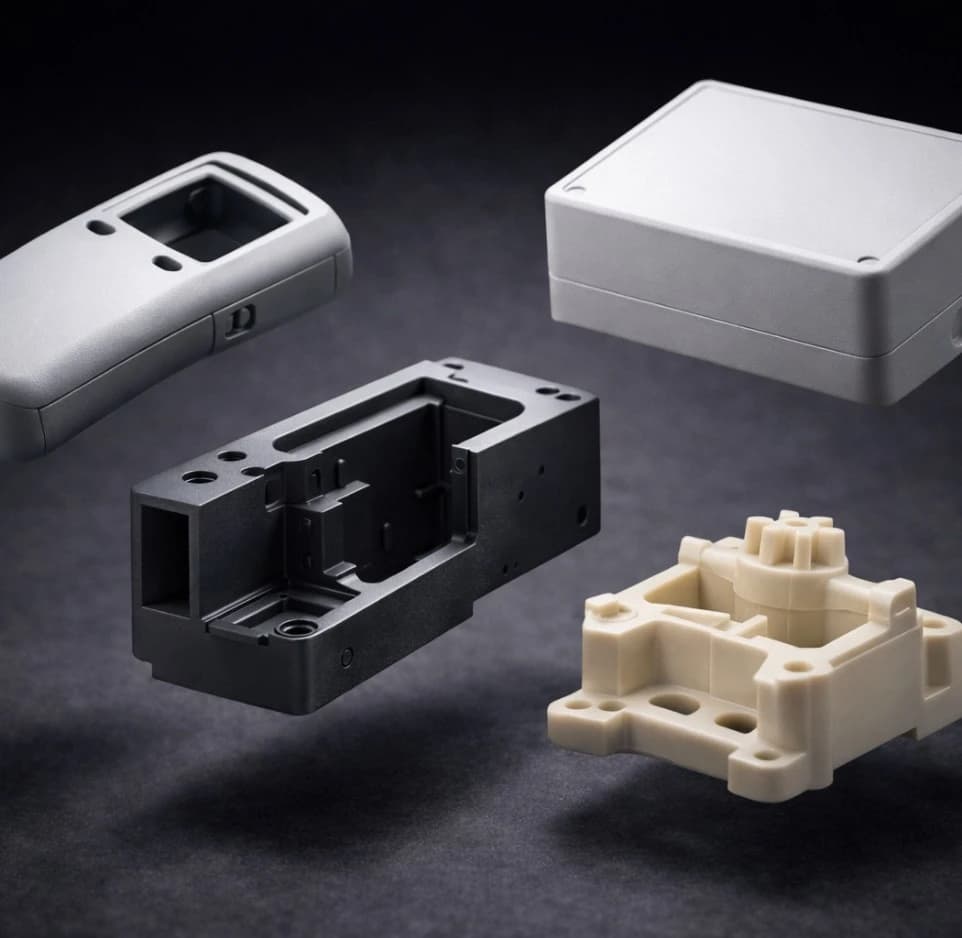
Vacuum casting produces small series of plastic parts using silicone molds made from a master pattern. The master (typically produced by SLA or CNC machining) is used to cast a silicone mold. Liquid polyurethane resin is cast into the mold under vacuum, eliminating air bubbles and reproducing fine surface detail.

Each silicone mold yields 20-25 parts before requiring replacement. The process is suitable for small series requiring surface quality and material properties close to injection molding, without the cost of hard tooling.
What Sets Us Apart
Engineering-Led Manufacturing

In-house master pattern production
SLA and CNC machining for high-accuracy masters before casting.

Short lead time
7-14 days from approved design to delivery.

Up to 25 parts per mold
no hard tooling investment required.

Material range
30+ PU resin types simulating ABS, PP, PC, rubber, and engineering elastomers.
Our Vacuum Casting
Standard Vacuum Casting
Cast polyurethane parts in silicone molds at surface quality close to injection-molded parts. Suitable for appearance prototypes, functional testing, and bridge production before tooling.

Clear and Transparent Casting
Water-clear PU resins produce optically transparent parts. Suitable for lens covers, display windows, light guides, and aesthetic components where clarity matters.

Overmolding: Dual Material
Rigid and flexible resins combined in one part. Suitable for soft-grip handles, two-material enclosures, and ergonomic assemblies.

Textured Surface Casting
Custom textures applied to the silicone mold replicate leather grain, surface patterns, or fine detail. Suitable for consumer products, automotive interior trim, and ergonomic parts.
Our Process
STEP 1
Master Pattern
A high-accuracy master is produced by SLA 3D printing or CNC machining.

STEP 2
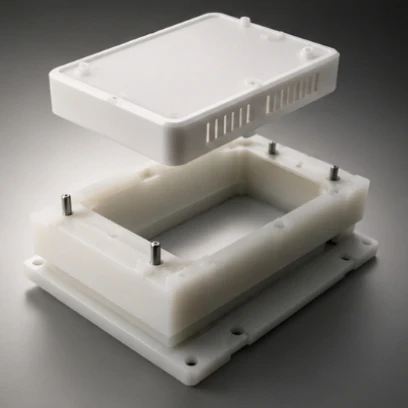
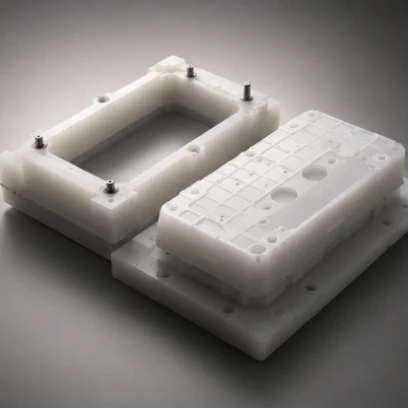
Mold Making
The master is suspended in a mold box and liquid silicone poured around it; cured for 8-16 hours.

STEP 3
Resin Selection
PU resin is chosen to match the target mechanical properties and surface finish.

STEP 4
Vacuum Casting
Resin is poured into the mold under vacuum and cured at 60°C.

STEP 5
Demolding
Cast part removed after curing; gates and flashing trimmed.

STEP 6
Finishing and Dispatch
Paint, primer, or surface treatment applied if required. Parts inspected and shipped.

Materials
Plastics
| Material | Key Properties | Suitable Applications |
|---|---|---|
| ABS-like PU | Rigid, good impact resistance, sandable | Housings, brackets, functional prototypes |
| PP-like PU | Slightly flexible, living-hinge capable | Clips, caps, snap-fit components |
| PC-like PU | High impact, heat resistant | Enclosures, structural housings, covers |
| Rubber-like PU (Shore A 40-80) | Flexible, elastic, tear resistant | Seals, grips, overmolded soft components |
| Nylon-like PU | Tough, slightly flexible | Snap fits, gears, load-bearing functional parts |
| Transparent PU | Optically clear, scratch resistant | Lenses, windows, display covers |
| High-Temp PU (HDT >120°C) | Heat resistant | Under-hood parts, heat-exposed components |
| Glass-Filled PU | Higher stiffness than standard PU | Structural brackets, dimensionally stable parts |

The Output
Typical tolerance: ±0.3mm on standard geometries
Maximum part size: 800 x 500 x 400mm (master pattern dependent)
Parts per mold: 20-25 pieces per silicone mold
Lead time: 7-14 business days from approved design
Minimum order: 1 piece
Surface finish: A1-A3 gloss (SLA master), B1-B2 fine matte (machined master); texture available on request
Available post-finishes: primer, paint, chrome-effect lacquer, matte, gloss
Our Works




Industries We Serve
Small Series Before Production?
Vacuum casting delivers production-like parts without tooling investment. Quote within 24 hours.