Liquid Silicone Rubber Molding

LSR molding injects a two-component liquid silicone compound into a closed, heated mold under pressure. The A and B components mix automatically at the injection unit, flow into the cavity, and cure in seconds to minutes at 150–200°C — producing dimensionally stable, flash-free parts with consistent wall thickness. The process is suited to complex silicone geometries that demand biocompatibility, chemical resistance, or a wide operating temperature range.

NICE Rapid runs dedicated LSR injection units with automated 2-component metering pumps and inline mixing systems. Tooling is CNC machined in-house with self-sealing cavity geometry — eliminating flash without secondary deflashing operations. From DFM review to first-article approval, most LSR tool builds complete in 3–5 weeks.
What Sets Us Apart
Precision Silicone Manufacturing

LSR tooling built in-house
Self-sealing molds CNC machined at our Shenzhen facility. Tool builds and production runs under one roof — no subcontracting.

Medical and food-grade compounds in stock
ISO 10993 and FDA 21 CFR certified grades available from standard inventory. No special order required for certified batches.

Tolerances to ±0.05–0.1mm
Consistent wall thickness across multi-cavity tooling. Automated metering maintains A/B mix ratio within ±1%.

Clean-room packing available
Medical-grade batches packed under controlled conditions. Certificate of conformance and full batch traceability records on request.
LSR Molding Capabilities
LSR Injection Molding
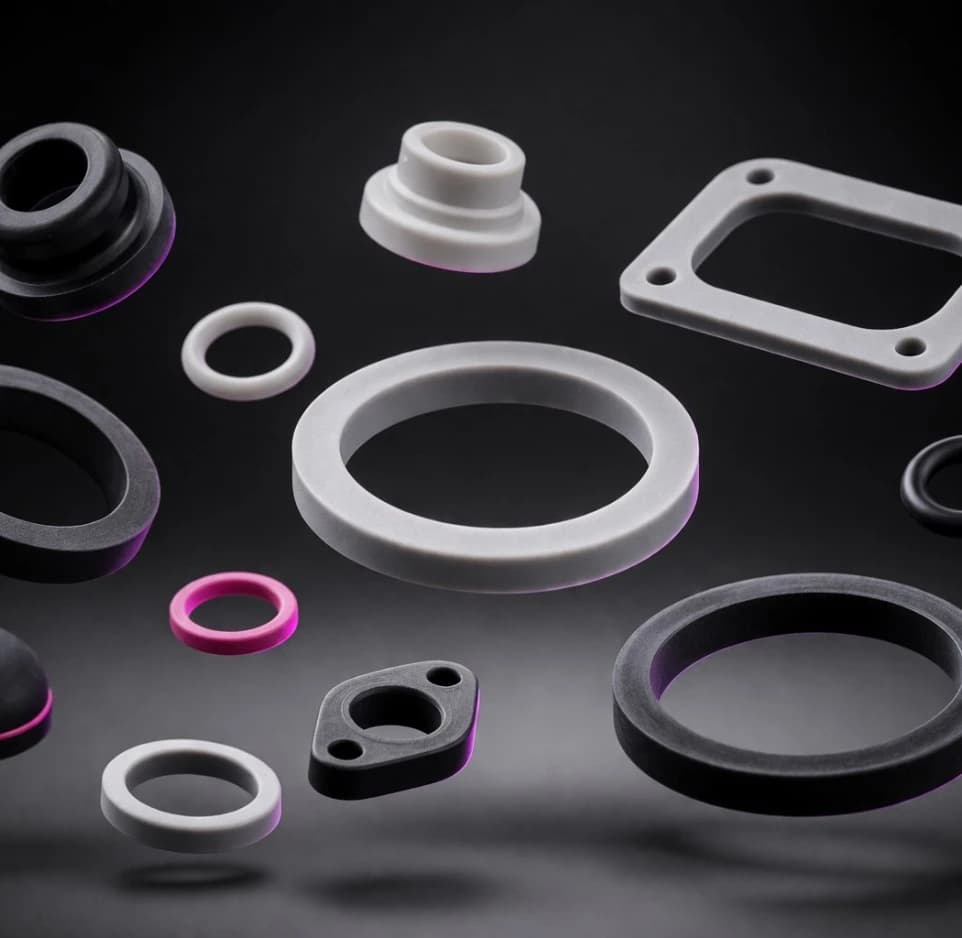
Two-component liquid silicone metered, mixed inline, and injected into a self-sealing mold at 150–200°C. Produces flash-free parts with consistent geometry across multi-cavity tooling. Suitable for seals, diaphragms, valves, infant products, wearable components, and precision medical parts.

LSR Overmolding
Liquid silicone injected directly over a thermoplastic substrate — forming a permanent bond without adhesives in a single shot. Suitable for soft-touch grips, sealed connectors, wearable patches, and medical device assemblies that combine rigid structure with flexible silicone.

Multi-Cavity & High-Volume Production
LSR tooling scaled from single-cavity prototype molds to 16-, 32-, or 64-cavity production tools. Automated demolding and pick-and-place systems support continuous high-volume runs with consistent part quality.
Our Process
STEP 1
DFM Review
Wall thickness, parting line placement, gate location, and draft angles checked for LSR-specific flow behavior. Minimum wall thickness 0.4mm; undercuts and lifter requirements evaluated before tool design is confirmed.

STEP 2
Tooling
Self-sealing mold CNC machined from hardened steel. Cold runner system specified where material saving is required. First-article trial (T1) run and submitted for approval before production begins.

STEP 3
Compound Metering
A and B components metered at a precise 1:1 ratio via automated pump system. Color pigment or masterbatch added inline. Mix ratio maintained within ±1% throughout the production run.

STEP 4
Injection & Cure
Mixed compound injected at low pressure into mold heated to 150–200°C. Cure time ranges from 15 seconds to several minutes depending on wall thickness, mold temperature, and silicone grade.

STEP 5
Demolding & Post-Cure
Self-sealing tool geometry produces flash-free parts at ejection. Post-cure oven cycle (typically 4 hours at 200°C) removes residual volatile compounds — required for all medical and food-grade batches.

STEP 6
Inspection & Certification
Shore hardness, tensile strength, elongation, and critical dimensions inspected per batch. ISO 10993 and FDA certificate of conformance, full batch records, and clean-room packing available for regulated applications.

Materials
Standard LSR Grades
| Material | Key Properties | Suitable Applications |
|---|---|---|
| General-Purpose LSR | Wide shore hardness range, good long-term aging | Industrial seals, gaskets, grommets, buttons |
| Food-Grade LSR (FDA 21 CFR) | Non-toxic, taste and odor neutral, extractables compliant | Kitchenware, baby products, food processing seals |
| Medical-Grade LSR (ISO 10993) | Biocompatible, sterilizable by autoclave, ETO, and gamma | Implantable components, surgical instrument seals, drug delivery parts |
| High-Temperature LSR (to +230°C) | Thermally stable at sustained high temperatures, UV resistant | Under-hood seals, exhaust sensors, industrial high-temp applications |
Specialty LSR Grades
| Material | Key Properties | Suitable Applications |
|---|---|---|
| Self-Lubricating LSR | Integral lubricant, reduced surface friction | Moving seals, check valves, catheter coatings |
| Electrically Conductive Silicone | Volume resistivity down to 10 Ω·cm, EMI shielding | Electronic gaskets, EMI shielding seals, keypads |
| Optically Clear Silicone | High light transmission (>90%), optical clarity | Lens covers, light guides, wearable optical components |
| Fluorosilicone (FVMQ) | Resistant to fuels, oils, and solvents | Fuel system seals, aerospace O-rings, chemical plant gaskets |

The Output
Shore hardness: A10 to A80 (LSR injection)
Dimensional tolerance: ±0.05–0.1mm (LSR injection); tighter tolerances available on request
Minimum wall thickness: 0.4mm (LSR injection)
Temperature resistance: −60°C to +200°C standard; to +230°C (high-temp grades)
Cavity counts: 1 to 64 cavities (volume dependent)
Tooling lead time: 3–5 weeks (standard LSR tool build)
Production lead time: 5–10 days after tooling approval
Minimum order: no minimum
Certifications available: FDA 21 CFR (food-grade), ISO 10993 (medical-grade), ISO 9001:2015
Industries We Serve
Ready to get started?
Share your drawings or requirements with our team. We'll review and respond with a quotation.