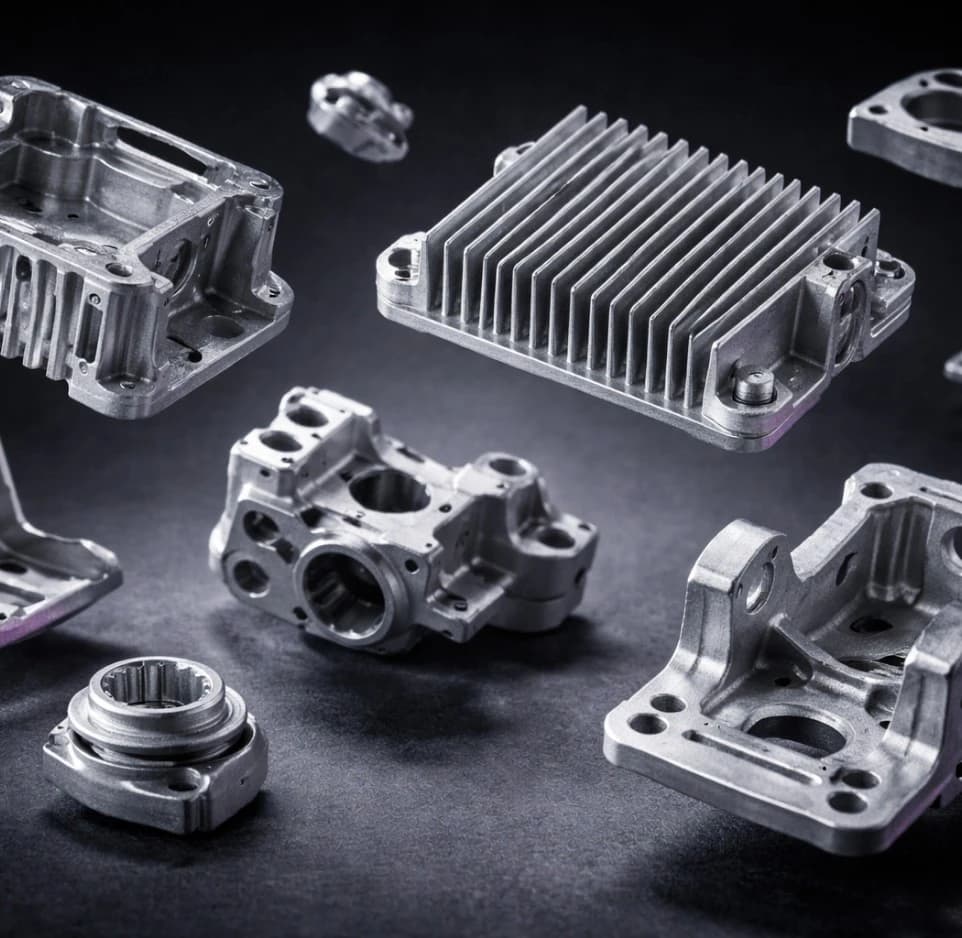
Pressure Die Casting

Pressure die casting injects molten metal into a hardened steel mold under high pressure. The metal solidifies rapidly to produce near-net-shape parts with tight tolerances and consistent surface quality. The process is suitable for high-volume production of complex metal parts in aluminium, zinc, and magnesium alloys.

NICE Rapid operates both cold chamber (aluminium, copper) and hot chamber (zinc, magnesium) die casting at its Shenzhen facility.
What Sets Us Apart
Engineering-Led Manufacturing

Cold chamber and hot chamber die casting in-house
aluminium, zinc, and magnesium alloys.

Tight tolerances
±0.1mm on standard aluminium die castings.

Secondary operations
CNC machining, surface treatment, and assembly managed in one facility.

ISO 9001:2015 certified
full inspection records per production batch.
Our Die Casting Capabilities
Cold Chamber Die Casting
Used for metals with higher melting points, including aluminium and copper alloys. Molten metal is ladled into the shot chamber for each cycle. Suitable for structural brackets, engine housings, electronic enclosures, and heat-dissipating components.

Hot Chamber Die Casting
Used for zinc and magnesium alloys. The injection system remains submerged in the molten metal for faster cycle times. Suitable for small, precision zinc parts including connectors, locks, and decorative components.

Die Casting with CNC Post-Machining
Cast parts are CNC machined after casting to achieve tighter tolerances on critical features. Suitable for parts requiring both high volume and precision dimensions on mating surfaces.
Our Process
STEP 1
Die Design
Hardened steel die machined with cavity, runner, overflow, and cooling systems.

STEP 2
Die Trial
First production shots run to verify fill pattern, dimensions, and surface quality.

STEP 3
Process Optimisation
Shot pressure, injection speed, temperature, and cycle time optimised.

STEP 4
Volume Production
Parts produced at volume with in-process monitoring of key parameters.

STEP 5
Trimming and Cleaning
Flash trimmed, gates removed, parts shot blasted or vibratory finished.

STEP 6
Inspection and Dispatch
Dimensional inspection and pressure or leak testing where specified.

Materials
| Material | Key Properties | Suitable Applications |
|---|---|---|
| Aluminium A380 | Most common Al alloy, excellent fluidity and castability | Automotive, electronics housings, structural brackets |
| Aluminium ADC12 | High silicon content, lower shrinkage | Thin-wall parts, complex geometry |
| Aluminium A360 | Better corrosion resistance than A380 | Marine, outdoor, food processing components |
| Zinc Zamak 3 | Good castability, high ductility | Small precision parts, connectors, decorative items |
| Zinc Zamak 5 | Higher strength than Zamak 3 | Mechanical parts, assemblies, hardware |
| Magnesium AZ91D | Lightest structural metal, good castability | Automotive panels, electronics housings |
| Copper Alloy (C83600) | High conductivity, corrosion resistant | Electrical components, marine, plumbing fittings |
The Output
Typical tolerance: ±0.1-0.3mm; precision features to ±0.05mm with post-machining
Surface roughness: Ra 0.8-3.2μm as-cast
Minimum wall thickness: 0.8mm (aluminium); 0.5mm (zinc)
Maximum casting weight: 25kg (cold chamber); 2kg (hot chamber)
Lead time: 3-4 weeks (tooling); 5-10 days per production run after tooling approval
Production volumes: 500-500,000+ parts per year
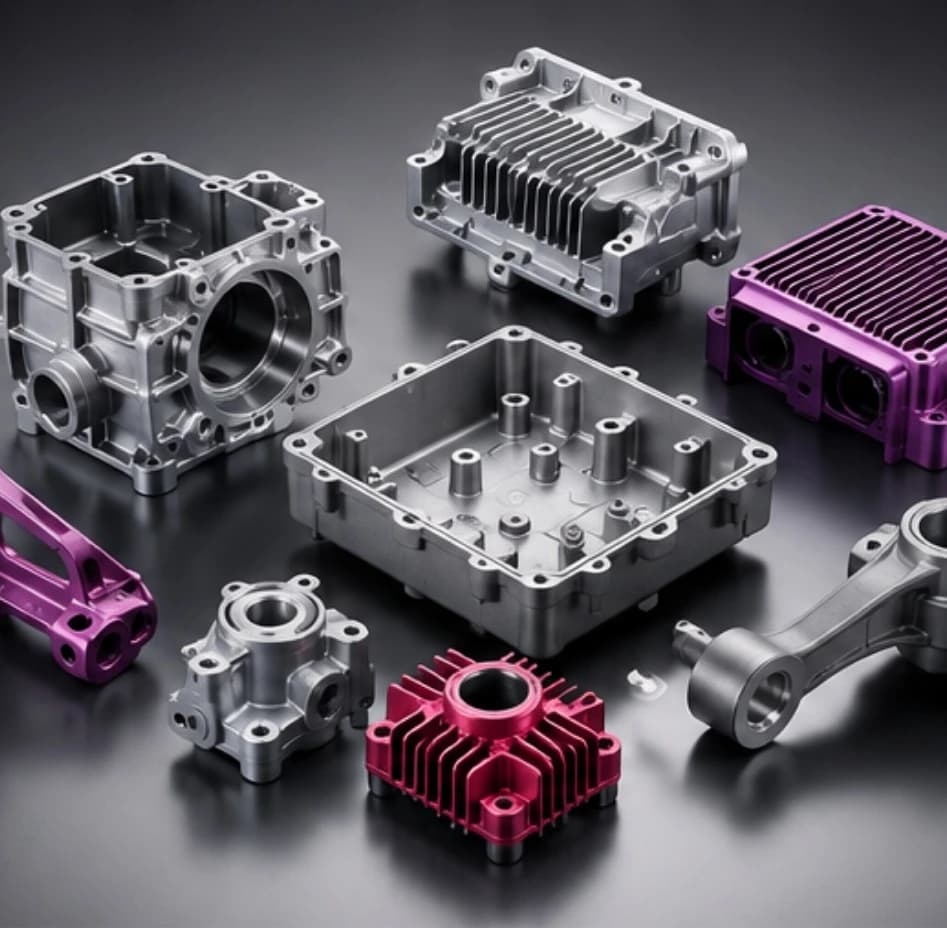
Available finishes: as-cast, shot blasted, anodised, powder coated, painted, plated
Our Works










Industries We Serve
Precision Metal Parts at Volume.
Submit your CAD files for a die casting review. Tooling lead time and unit cost confirmed within 48 hours.